Olá pessoal do Automação Industrial, depois de um longo inverno volto aqui para continuar com os artigos (espero não demorar tanto para publicar outro artigo) sobre gestão da produção. No artigo anterior fiz uma introdução ao que é MES (Manufaturing Execution System) e uma das grandes dificuldades de se gerenciar a produção é justamente saber o que avaliar, o que medir, como comparar, como saber se está bom ou ruim. Por exemplo, é melhor produzir mais ou produzir menos?
Depende, se produzir com defeito só está gerando refugo e perdendo material, então é necessário produzir mais mas com qualidade, produtos bons.
Outra dúvida, se não está produzindo o que é necessário para atender a demanda da indústria isso é porque a produção é ineficiente ou porque para muito? Uma planta industrial pode ser muito produtiva, ou seja, consegue produzir bem e com qualidade mas está sempre com máquinas e linhas paradas. Ou, por outro lado, nunca para, mas não consegue atingir a produtividade que foi planejada, é ineficiente.
O que é o Índice OEE?
Esses fatores são fundamentais para saber se uma planta industrial é realmente produtiva e foi como base nesses fatores que o Japan Institute of Plant Maintenance (JIPM) desenvolveu um índice que permite saber se uma máquina é eficiente ou não e chamou esse índice de “Overall Equipment Effectivences” ou Eficiência Geral (ou Global) do Equipamento ou Máquina ou simplesmente OEE.
A intenção do JIPM foi desenvolver uma medida que pudesse servir de referência para avaliar se uma máquina esta funcionando perfeitamente ou se a queda do índice indica que talvez seja necessário fazer algum tipo de manutenção para que a máquina volte a ter a eficiência original. O OEE, passou a designar, com o tempo, não só a eficiência de uma máquina, mas também de um conjunto de máquinas, ou de uma linha de produção ou mesmo de uma planta de produção inteira. O JIPM criou então o conceito de World Class OEE (empresas de Classe Mundial, coisa chique), que são plantas extremamente produtivas, que possuem o índice OEE igual ou acima a 85%, e concluiu que a média da maioria das empresas é um OEE em torno de 60%.
Mas, afinal de contas, como é calculado o índice OEE?
O índice é composto de 3 partes:
1. Disponibilidade
Que corresponde ao quanto a máquina (ou as máquinas e linhas de uma planta) estão disponíveis para serem utilizadas. Por exemplo, uma máquina injetora foi instalada recentemente na planta e a intenção é que sejam injetados produtos durante 2 turnos de 8 horas, sendo assim a disponibilidade da máquina são de 16 horas diárias, caso a máquina fique indisponível, em outras palavras paradas, por qualquer razão (quebra de máquina, por exemplo) o índice de disponibilidade não será mais 100%.
2. Desempenho
Representa o quanto a máquina produz. Por exemplo, no caso da injetora o tempo padrão, ou o tempo definido para produção, é de 200 peças por minuto, como exemplo. Se a produção for inferior a esse valor o desempenho será inferior a 100%. Mas como é possível medir o desempenho? Existem basicamente duas formas:
Manual: A contagem da produção é feita pelo operador, que faz a anotação, por exemplo de hora em hora. Esses valores são totalizados por um funcionário que lança as informações, em muitos casos no Excel, e gera relatórios que são impressos e dispostos em algum lugar na empresa.
Automático: A contagem da produção e do refugo, a identificação de parada e outras informações são coletadas automaticamente por um coletor dados conectados a sensores na máquina ou linha, ou por informações do CLP da máquina. Como os dados são coletadas em tempo real, os índices de OEE também podem ser apresentados aos operadores em tempo real, permitindo o que se chama de gestão à vista online.
3. Qualidade
Não adianta ter alta disponibilidade e alto desempenho se os produtos estão com problemas, já falamos disso. O terceiro índice que compõe o OEE é a qualidade do produto. O refugo é uma medida de quantos produtos com defeito estão sendo produzidos, e é possível obter essa informação por uma análise do próprio operador sobre peças boas e ruins, ou por testes de produto na própria linha. Outra forma de medição de qualidade é a análise de amostragem por lote, nesse caso a medição não é em tempo real.
O índice de OEE é então, matematicamente, formado pela multiplicação dos 3 índices:
OEE = Disponibilidade x Desempenho x Qualidade
Vamos supor então que uma empresa tenha os seguintes índices:
- Disponibilidade: 88% – existem algumas paradas por máquinas com problema, mas parece um bom índice;
- Desempenho: 85% – em função das quebras e dos desgastes nas máquinas, o desempenho é de 85 % mas ainda assim parece bom;
- Qualidade: 97% – a qualidade do produto é afetada em função dos problemas de máquinas com defeito, mas afinal de contas e quase 100% de qualidade.
Imagino que muitos gestores de produção ficariam felizes com esses índices, mas como fica o OEE dessa planta?
O índice OEE nesse caso seria: OEE = 0,88 x 0,85 x 0,97 = 0,72 ou 72 %
Apesar de parecer que individualmente os números não são tão ruins, o índice de 72% de OEE não é tão bom. O JIPM definiu os seguintes valores mínimos para uma empresa World Class:
- Disponibilidade acima de 90%
- Desempenho que deve ser no mínimo 95%
- Qualidade deve ser de pelo menos 99%
Com esses números individuais, o OEE obtido seria: OEE = 0,90 x 0,95 x 0,9999 = 0,855
Isso mostra que atingir 85% de OEE implica em uma gestão muito apurada de cada máquina, linha, célula, operadores, equipe de manutenção, enfim não é algo muito simples de se atingir sem as ferramentas adequadas.
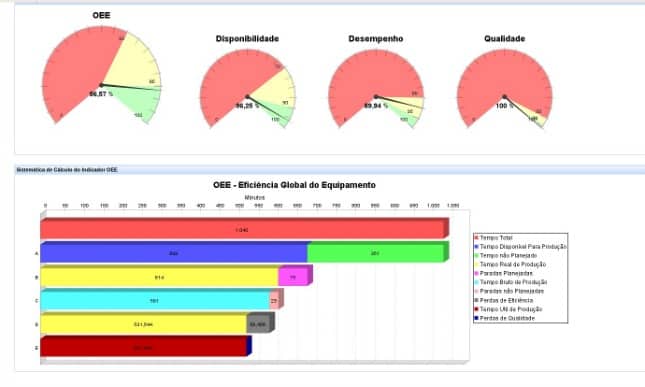
A figura abaixo mostra um gráfico típico de OEE, onde os 3 índices individuais e o OEE aparecem como velocímetros e como barras de percentual.
Essa outra figura mostra o OEE de linhas do dia e do turno, essa informação é utilizada como um “painel”, um monitor instalado na produção e permite o acompanhamento do OEE em tempo real.
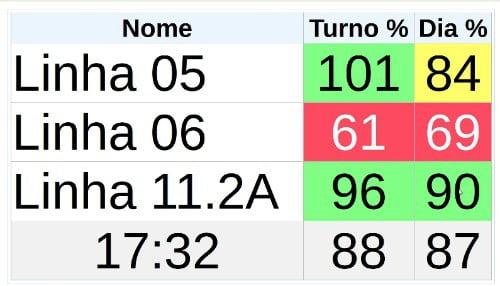
A apresentação do índice OEE em tempo real para os operadores na linha (gestão a vista online) faz com que seja possível criar uma “competição sadia” entre os funcionários no sentido de manter o índice o mais alto possível.
 Se você quer saber mais sobre OEE no dia a dia de uma produção eu publiquei recentemente o e-Book “OEE na Prática” e você pode fazer o download gratuito acessando o link http://www.kitemes.com.br/ebook-oee-pratica/
Se você quer saber mais sobre OEE no dia a dia de uma produção eu publiquei recentemente o e-Book “OEE na Prática” e você pode fazer o download gratuito acessando o link http://www.kitemes.com.br/ebook-oee-pratica/
Até o próximo artigo!
16 Comentários
muito bom o artigo!
Valeu Victor, obrigado. Espero não demorar muito para publicar outros artigos.
Parabéns pelo Artigo, bem objetivo e esclarecedor. Já solicitei o livro para estudar um pouco mais.
Obrigado por compartilhar seu conhecimento.
Obrigado Renato. Espero publicar outros artigos com mais regularidade.Abraços.
Gostei muito do artigo. Bem objetivo!
Onde posso encontrar os livros: UML na Prática e Orientação a Objetos na Prática?
Obrigado Gustavo. Os livros UML na Prática e Orientação a Objetos na Prática você encontra em sites como Submarino e Lojas Americanas, pode também consultar o site da Editora Ciência Moderna. Abraços.
Muito interessante esse artigo, você está de parabéns Cardoso!
Obrigado Fernando. Abraços.
Parabéns pelo artigo. Conseguiu me fazer ficar mais curioso sobre o assunto, acabei de baixar os dois e-books sobre o assunto.
Obrigado Reynan, estou trabalhando em um outro e-book sobre MES e assim que estiver pronto vou avisar por aqui.
Caique muito obrigado pela informação. Parabéns, apareça sempre!
Obrigado, agora vou estar por aqui sempre.
Cardoso, sou graduado em Matemática e atualmente estou fazendo Eng. mecânica o desejo é fazer o curso de Automação Industrial.
Parabéns, pelo artigo serviu de estimulo para alcançar tão gama de conhecimento.
Bom dia.
Muito interessante o artigo. Mais fiquei com uma duvida.
Quando a automação é fundamental para a produção, mais não influencia diretamente na qualidade, como posso mensurar este item ?
Por exemplo , uma bomba funcionando 24 horas, em uma usina, onde a qualidade do produto final dependera da matéria prima e N parâmetros ajustados no começo do processo.
Obrigado.
Excelente seu artigo. Parabéns.
Artigo muito bem estruturado e didático, Parabéns!